Stany Zjednoczone
Stany ZjednoczonePrusament PLA Prusa Galaxy Black 1kg Refill discontinued

CZEGO MOŻESZ OCZEKIWAĆ?
Prusament Refill to przyjazny dla środowiska sposób na ponowne napełnienie pustej szpuli Prusamentu. Gdy skończy się Prusament i szpula jest pusta, wystarczy usunąć boki szpuli i dołączyć je do Prusament Refill.
Każdy Prusament Refill jest wyprodukowany zgodnie z wysokimi standardami jakości naszych własnych filamentów i jest dobrze zabezpieczony do transportu, więc nie musisz się martwić o splątane szpule. Więcej informacji na temat naszych działań w zakresie zrównoważonego rozwoju znajdziesz w naszym raporcie dotyczącym zrównoważonego rozwoju.
Jak zamocować szpulę Prusament Refill
Szpula Prusament składa się z czarnych plastikowych boków i kartonowego rdzenia. Boki są nasunięte na środkowy rdzeń i mogą być usunięte w celu ponownego użycia lub recyklingu. Należy pamiętać, że istnieją również szare szpule Prusamentu używane do filamentów wysokiej wydajności. Są one przyklejone do kartonowego środka, ponieważ niektóre filamenty wymagają suszenia w wysokich temperaturach.
Sekret łatwego oddzielenia rdzenia szpuli od plastikowych boków polega na obracaniu szpuli. Odciągnij końce szpuli używając rozsądnej siły i stopniowo obracaj szpulę kawałek po kawałku. Dzięki temu działaniu łatwiej będzie oddzielić boki od rdzenia szpuli.

Bardziej szczegółowe instrukcje dotyczące mocowania szpuli Prusament Refill możesz znaleźć w naszej Bazie Wiedzy.
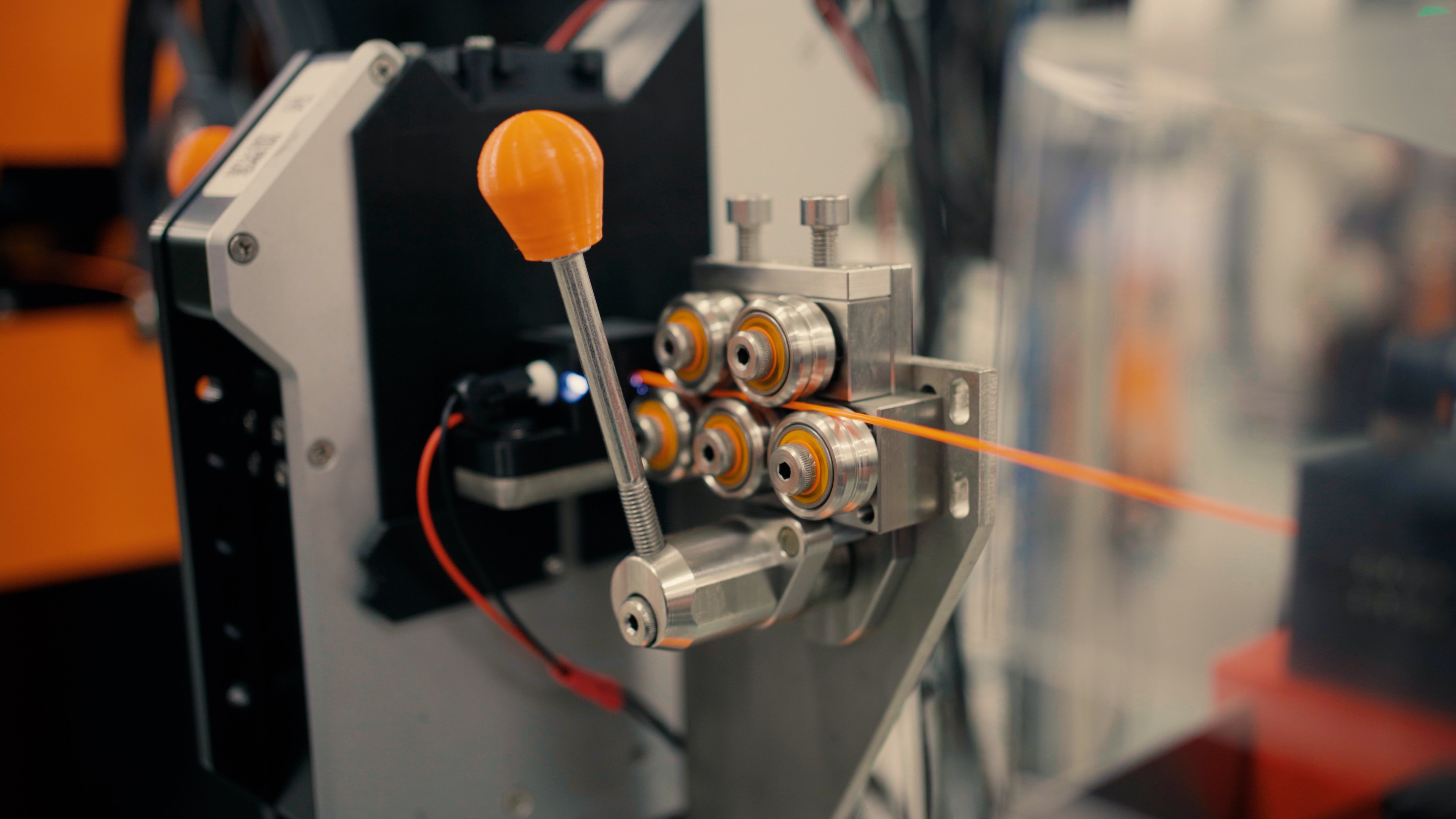
Prusament PLA jest filamentem produkowanym przez nas, na miejscu. Cały proces produkcji jest ściśle monitorowany i sprawdzany - gwarantujemy tolerancję ±0,02 mm (± 0,03 dla blendów) i wysoką jednorodność kolorów. Możesz podejrzeć parametry każdej wyprodukowanej przez nas szpuli na prusament.com. Sprawdź szpulę testową!

PRODUKOWANE NA MIEJSCU PRZEZ JOSEFA PRUSĘ
Nie byliśmy zadowoleni z jakości filamentów dostępnych na rynku. Postanowiliśmy więc stworzyć własny! Prusa Research jest jedynym producentem drukarek 3D, który posiada własną produkcję filamentów.
WYSOKIEJ JAKOŚCI MATERIAŁY I DOKŁADNE TESTY
Cały proces produkcji jest ściśle monitorowany i testowany – średnica filamentu, spójność kolorów i właściwości mechaniczne – aby upewnić się, że każda szpula jest idealna.
Gwarantowana precyzja wytwarzania ± 0,02 mm
Według nas przyjęta za rynkowy standard tolerancja wymiarowa na poziomie 0,05 mm jest niewystarczająca dla perfekcyjnego druku 3D. Dlatego gwarantujemy tolerancję ±0,02 mm (± 0,03 dla blendów) i wysoką jednorodność kolorów naszych filamentów.

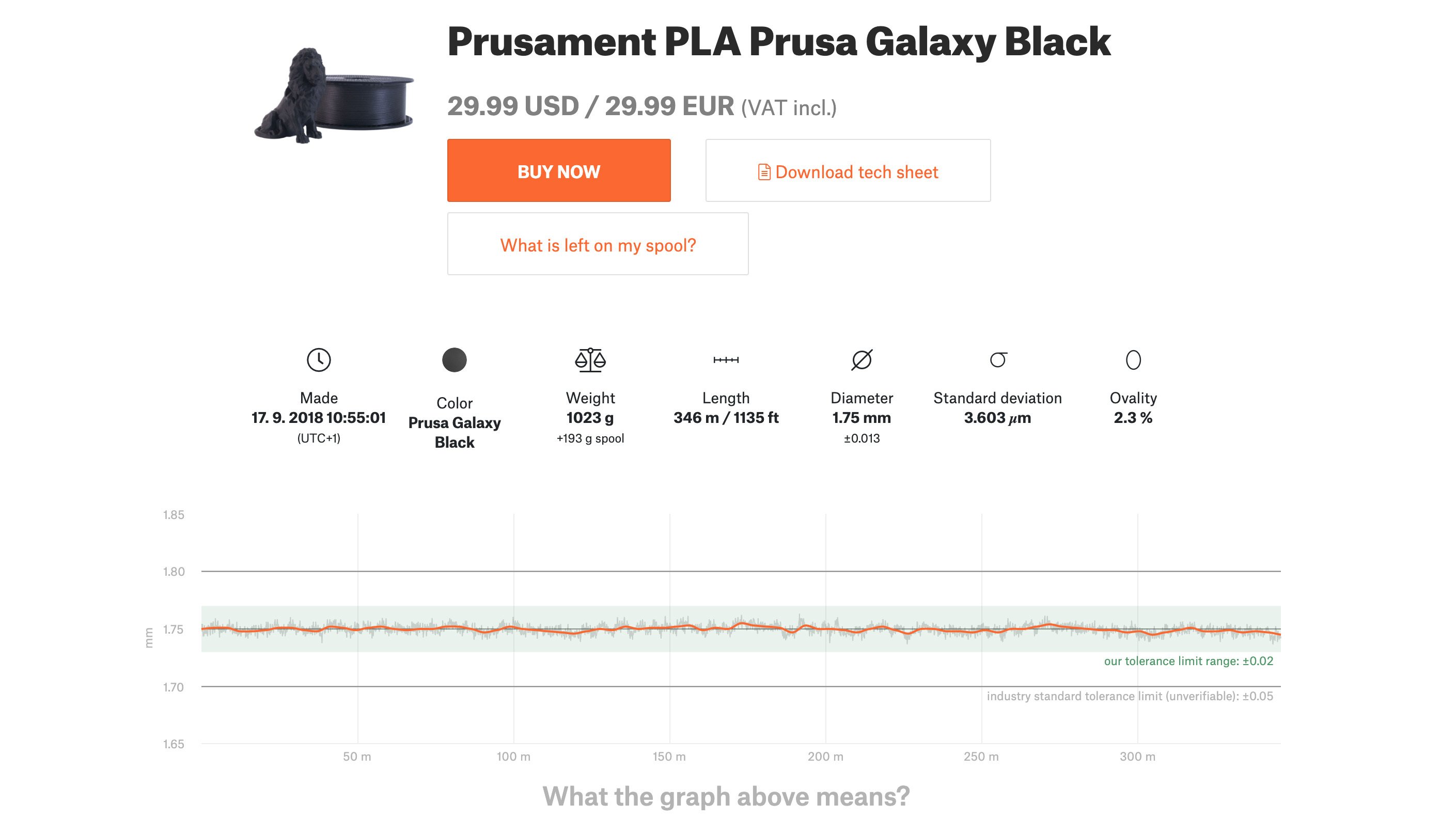
WYSOKA JAKOŚĆ, KTÓRĄ MOŻESZ SPRAWDZIĆ
Jesteśmy jedynym producentem, który umożliwia klientom pełny wgląd w parametry każdej szpuli filamentu. Po prostu zeskanuj kod QR na szpuli aby obejrzeć szczegóły online. (sprawdź szpulę przykładową).

Przeczytaj więcej o Prusamencie w artykule pod linkiem blog.prusa3d.com lub na Prusament.com!
O PLA
PLA jest najłatwiejszym materiałem do drukowania. Jest niedrogi i nadaje się zarówno dla początkujących, jak i zaawansowanych użytkowników. Moża z niego z łatwością drukować szczegółowe modele, figurki i szybkie prototypy, które nie wymagają zwiększonej odporności mechanicznej, chemicznej czy temperaturowej.
PLA to najczęściej używany filament, znany ze świetnego wyglądu i łatwości drukowania. Jest to doskonały wybór dla dużych wydruków ze względu na niską rozszerzalność cieplną, co skutkuje minimalnym wypaczeniem. Jednocześnie jego niska temperatura topnienia sprawia, że nadaje się również do małych części.
Chociaż PLA może nie być tak wytrzymały lub trwały jak niektóre zaawansowane materiały, jego wszechstronność sprawia, że idealnie nadaje się do szeregu zastosowań, w tym dużych wydruków, miniatur, modeli koncepcyjnych i prototypów, które nie muszą być wyjątkowo trwałe.
Ustawienia druku
| Nozzle | 215 °C |
| Heatbed | 50-60 °C |
| Zalecana płyta stalowa | Gładkie PEI / Teksturowana / Satynowa |
PODSTAWOWE CECHY
Uwagi
Ten materiał PLA jest produkowany na miejscu przez Prusa Research.
Filament o średnicy 1,75 mm jest produkowany z tolerancją ± 0,02 mm (±0.03 dla blendów)
Przed drukowaniem upewnij się, że powierzchnia druku jest przygotowana zgodnie z opisem w Podręczniku Druku 3D.
Aby wysuszyć filament, stosuj się do instrukcji w tym artykule.