Stany Zjednoczone
Stany Zjednoczone









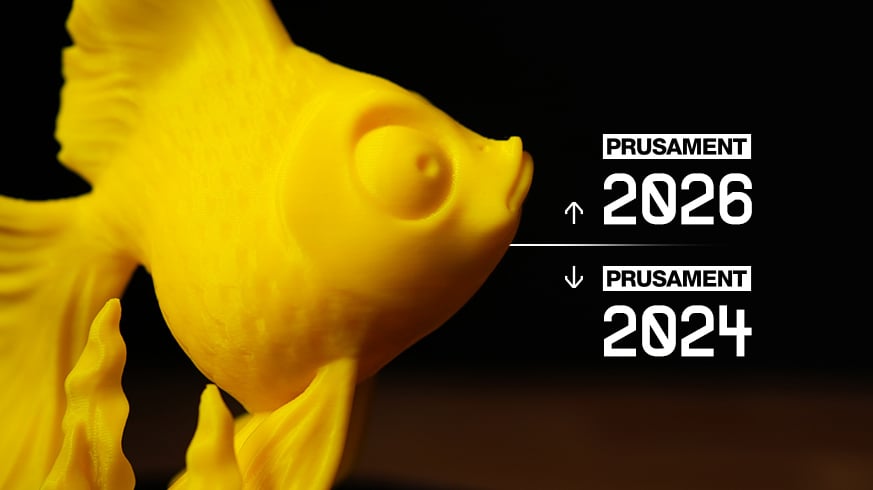
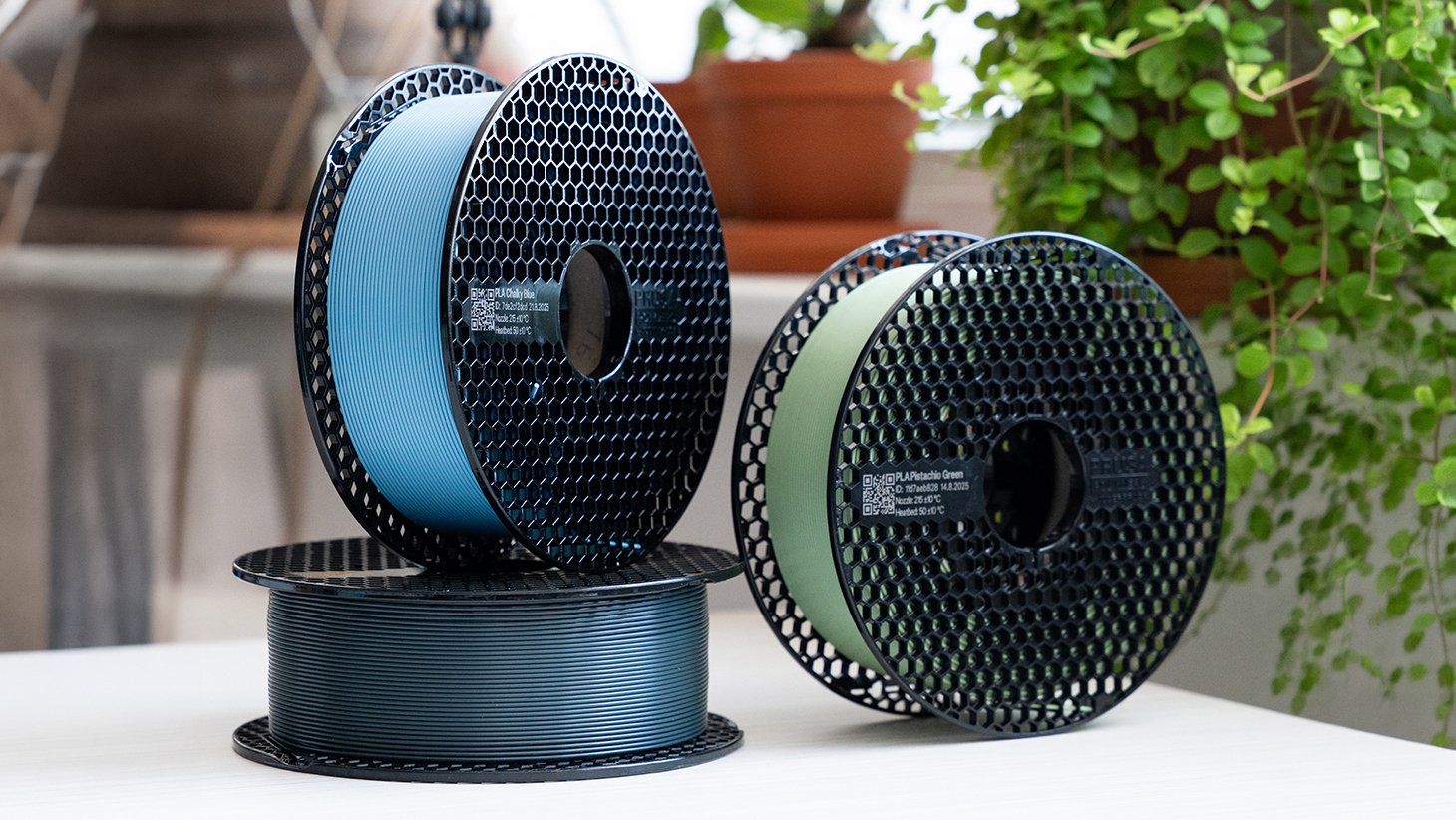
Gwarantowana spójność kolorów
Każdy kolor Prusamentu jest opracowywany i zapisywany zgodnie z udokumentowaną recepturą spektroskopową. Przed wysyłką każdą partię porównujemy z wzorcem. Efekt: jeśli w trakcie projektu skończy Ci się materiał i zamówisz kolejną szpulę, kolory będą idealnie pasować.