Stati Uniti d'America
Stati Uniti d'America









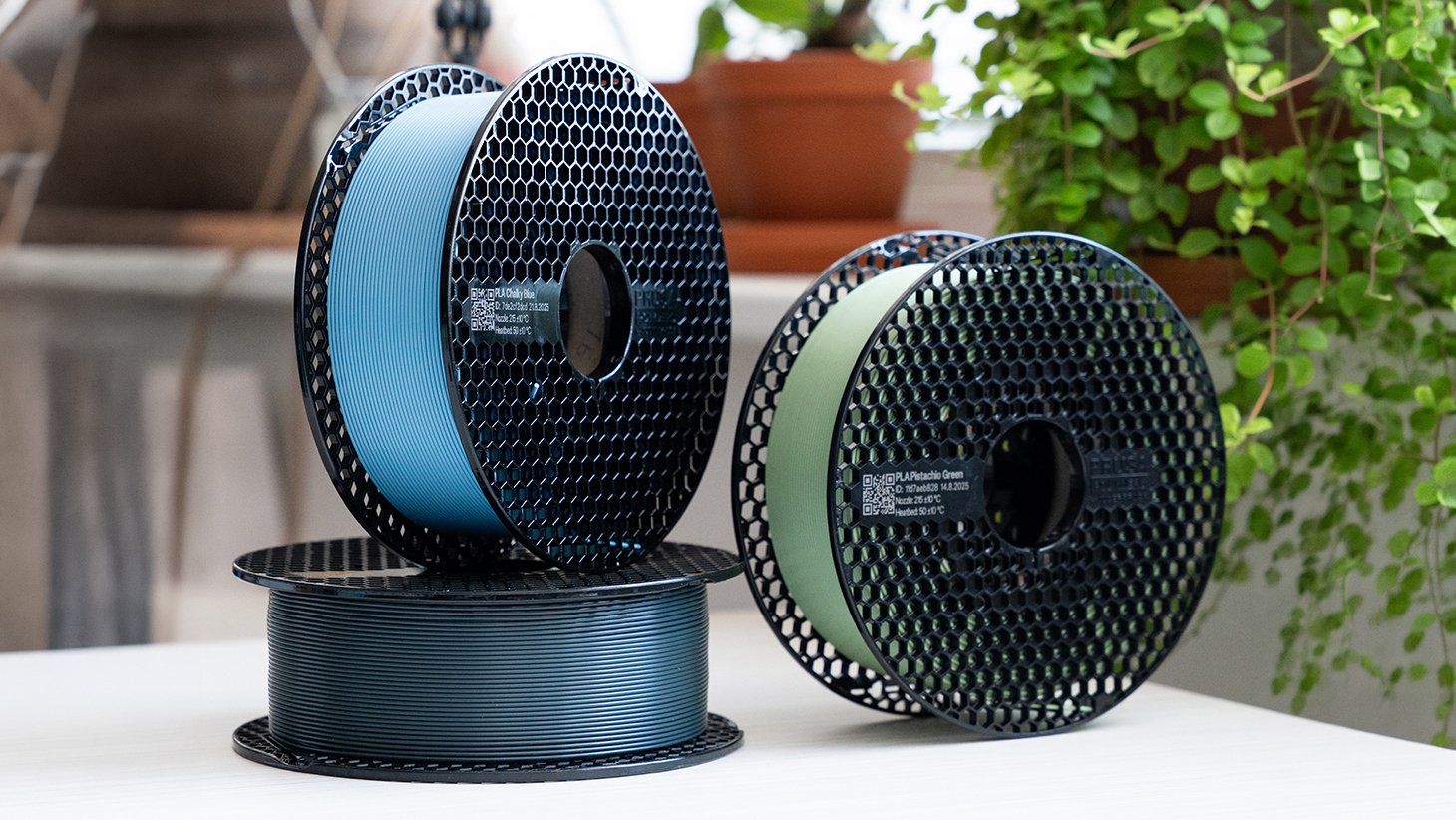
Colori sempre uniformi
Ogni colore Prusament è formulato e standardizzato secondo una ricetta spettroscopica documentata. Controlliamo ogni lotto rispetto allo standard prima della spedizione. Il risultato: se finisci il materiale a metà progetto e ordini una seconda bobina, i colori saranno perfettamente identici.