Vereinigte Staaten
Vereinigte Staaten









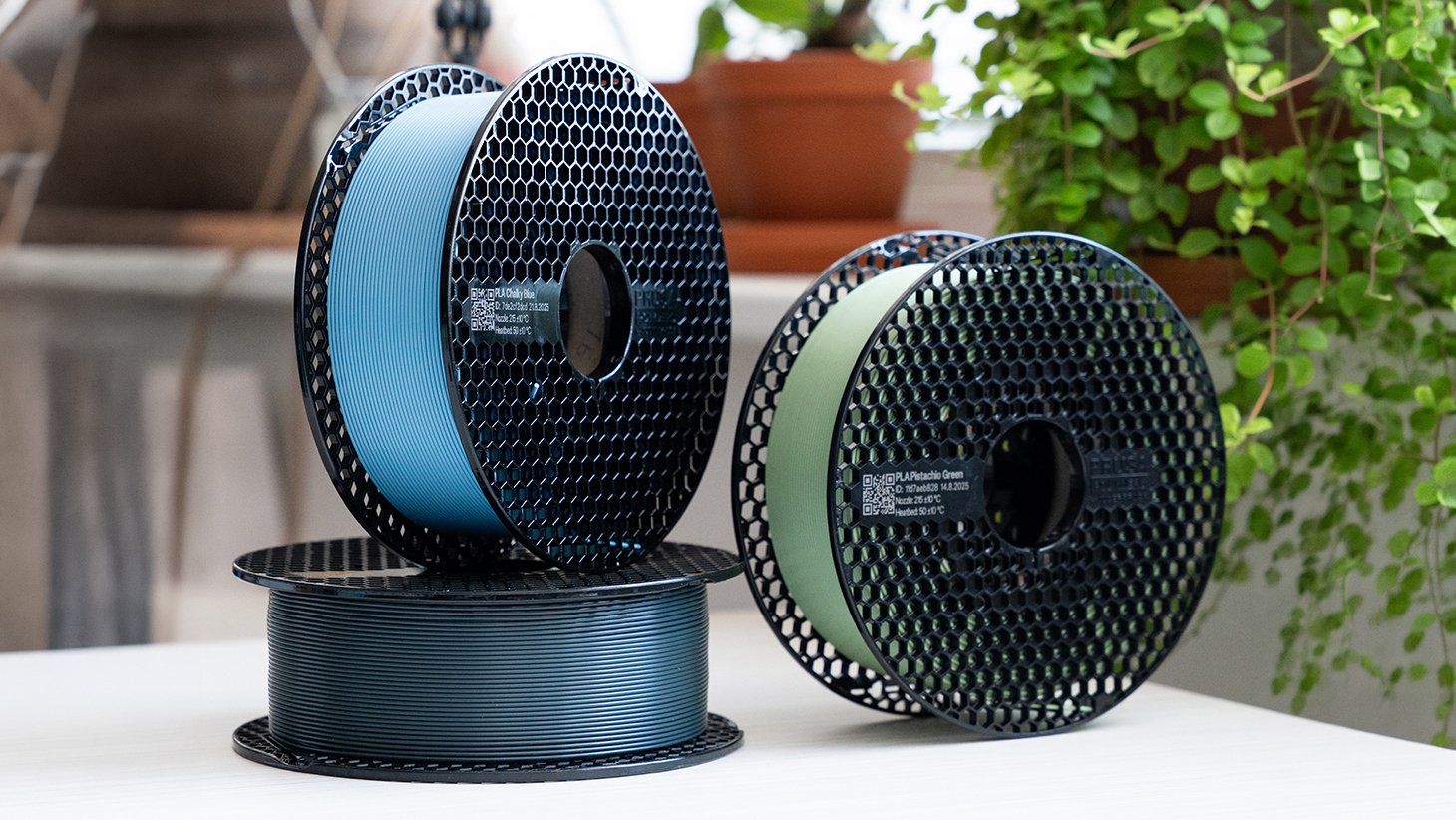
Garantierte Farbkonstanz
Jede Prusament-Farbe wird nach einer dokumentierten spektroskopischen Rezeptur hergestellt und festgelegt. Wir prüfen jede Charge vor dem Versand anhand des Standards. Das Ergebnis: Wenn Ihnen mitten im Projekt der Vorrat ausgeht und Sie eine zweite Spule bestellen, stimmen die Farben perfekt überein.