







PLA / PETG
Everyday Fun & Organizers
Desk toys, plant pots, and even fully playable electric guitars, like the famous Prusacaster! These low-stress projects are perfectly served by standard, open-frame printers using PLA or PETG.
Welcome to 3D printing! We've helped hundreds of thousands of makers start their journey. There is a perfect printer out there for everyone, and we’ll walk you through the basics to find the exact machine for your space, budget, and ideas.
We make 3D printers, so yes, in the end we will recommend ours. As a manufacturer building machines in Europe and the US, our vision is to create hardware that is made to last and easy to upgrade as your skills grow. With that same mindset, we wrote this guide to be as objective as possible, so you know what to look for no matter which brand you buy.
Before we get into specs, the right 3D printer really just depends on what you want to create. Pick the category that sounds most like you, and let's get started.
Start your journey with a dependable, easy-to-use printer. We highly recommend sticking to standard PLA plastic at first: it’s super forgiving and prints beautifully. Look for a machine that handles the calibration for you, so your very first print is a success right out of the box.
When choosing a 3D printer, you really only need to decide between two completely different ways of making things: melting solid plastic wire (FDM) or curing a pool of liquid chemical resin. Let's break down which one makes sense for your projects and workspace.

The undisputed champion for 99% of users. FDM printers work by melting a solid spool of plastic filament and drawing your object layer by layer. They are the best choice for beginners, but they are also the workhorses of the industry. Because they are cost-effective and easy to maintain, FDM is perfect for everything from everyday desk toys and cosplay armor to professional engineering prototypes and small business manufacturing.

If your main goal is to print incredibly tiny, ultra-detailed objects like tabletop miniatures, jewelry prototypes, or precise dental models, resin is the way to go. Instead of melting plastic wire, these printers use a UV screen to harden a vat of liquid photopolymer resin. While the smooth, high-resolution details are stunning, the process is much more demanding. Because working with liquid chemicals requires mandatory ventilation, safety gear, and messy post-processing washes, this technology is much better suited for a professional environment or a dedicated workshop rather than your home office.
When comparing models, it’s easy to get lost in the spec sheets. Here are 5 things we've learned from over a decade of experience that actually make or break your daily printing experience.

It’s easy to chase maximum speed numbers on the box. But without precision, a fast printer just gives you a bad print faster. A reliable machine that delivers a flawless part on the first try will always save you more time than a speedy one that forces you to reprint.
It’s tempting to buy the biggest printer possible, but consider your actual desk space. A reliable, medium-sized printer covers 90% of everyday projects. Even for large props, printing in smaller sections is usually the smarter move, it makes sanding, painting, and assembling much easier, and you don't need a massive machine to do it.

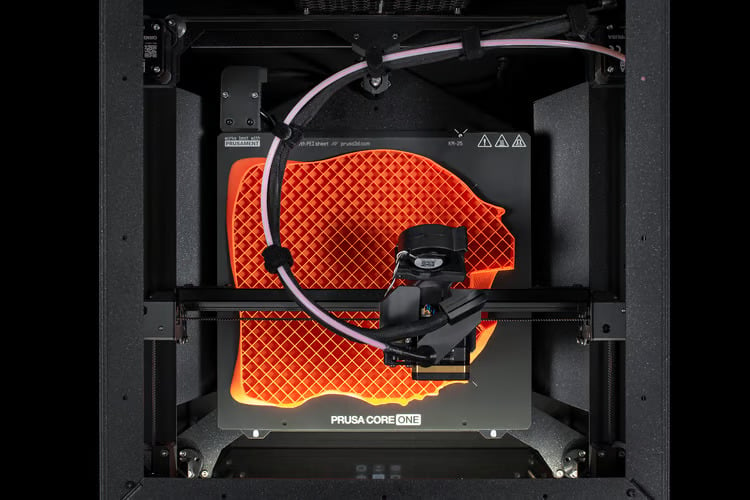
Standard PLA is perfect for indoor toys and desk organizers. But if you want to make heat-resistant car parts, flexible grips, or weather-proof outdoor gear, your printer needs to handle advanced materials safely. This usually means high-temperature nozzles and an enclosed printing chamber.

Want to start printing in 20 minutes? Buy a fully assembled, plug-and-play machine. Want to save money and learn exactly how your hardware works? Building an assembly kit is an incredibly rewarding weekend project that takes the fear out of future maintenance and upgrades.

A perfect first layer is the absolute secret to 3D printing success. Look for machines with automatic, flawless bed leveling, so you can just press print and walk away. Smart features like power-loss recovery and filament sensors might sound like 'extras,' but they will save your prints and your sanity.
You aren't just buying hardware; you are buying reliability and your own time. Here is what you can realistically expect at the three most common price points. Pro tip: Plan for roughly $20–$50 a month for filament if you print regularly!
The Perfect Starting Point
The Everyday Workhorse
Uncompromising Production
Most people don't wake up dreaming about PETG or TPU. They dream about the actual things they can make: custom toys, unbreakable replacement parts, or precision tools. Find your dream project below, and we’ll tell you exactly what materials and printer features you need to make it happen.
PLA / PETG
Desk toys, plant pots, and even fully playable electric guitars, like the famous Prusacaster! These low-stress projects are perfectly served by standard, open-frame printers using PLA or PETG.

PETG / ASA
Broken appliance knobs, wall mounts, shelf brackets, and outdoor tools. These demand stronger, UV-resistant materials. You will want a printer tuned for PETG or ASA, and an enclosure helps tremendously.
TPU
Custom phone cases, shock-absorbing feet, drone bumpers, and RC tires. Printing rubber-like, flexible materials is notoriously tricky. You'll want a reliable printer that is capable of feeding soft plastics smoothly without them tangling or jamming.
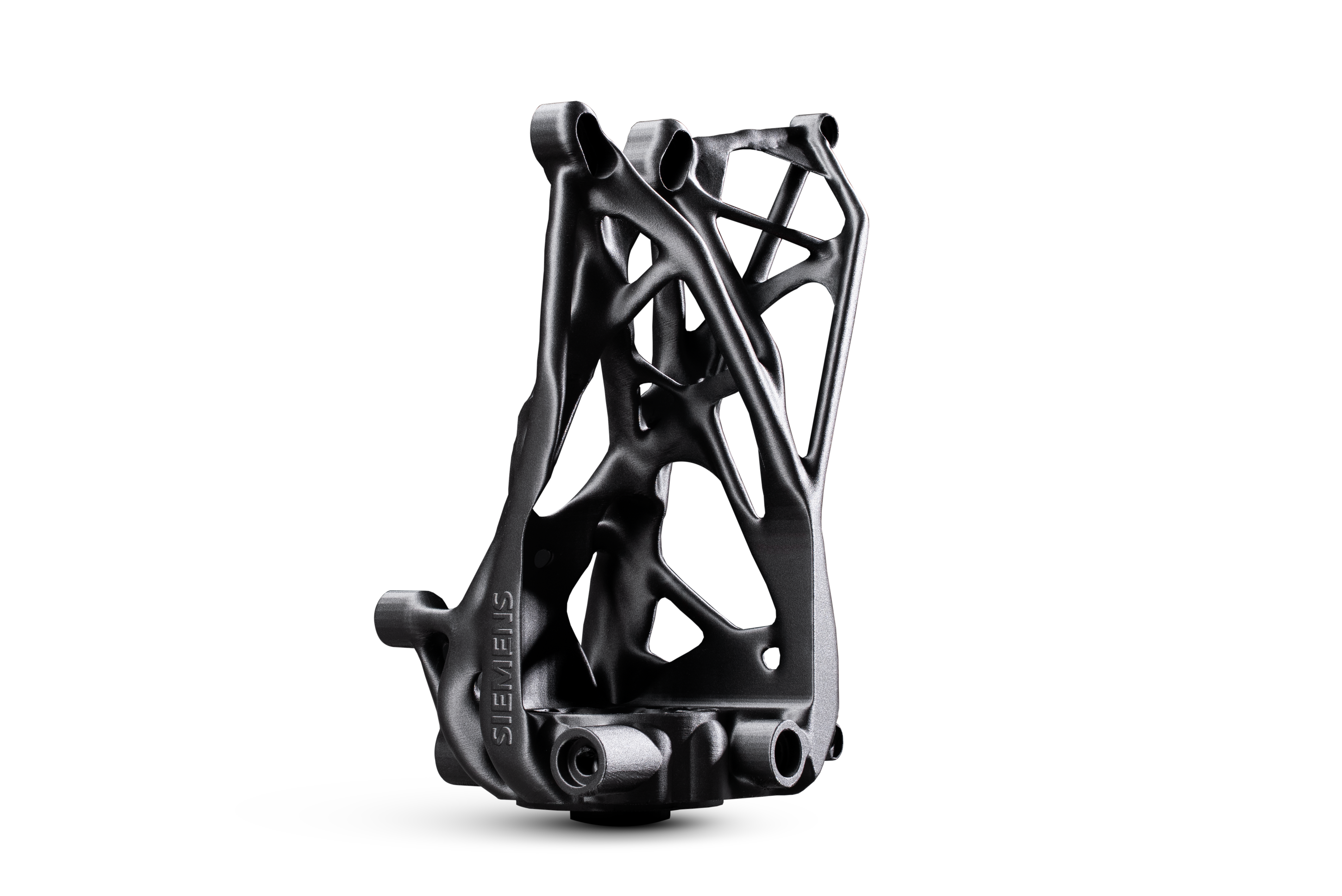
ASA / Nylon / PC / CF
High-heat machine covers, structural car parts, and manufacturing jigs. This is the heavy-duty stuff. You absolutely need a fully enclosed printer, a hardened nozzle, and ideally an actively heated chamber to prevent parts from warping.

PLA / PETG
Helmets, armor, and massive visual props. These multi-day prints require a rock-solid, reliable machine that won't fail 30 hours in. You'll primarily use standard plastics that are easy to glue, sand, and paint.

Resin / SLA
Tabletop miniatures, jewelry prototypes, and incredibly detailed scale models. When you need invisible layer lines and flawless surface quality, an SLA printer using liquid resin is the only way to go.
Now that you know what you want to make, let's look at the physical machine itself. 3D printers generally come in three distinct shapes, each built for a very different type of workflow and environment.

Best for everyday prints, tinkering, and immediate access to your parts. Open-frame designs offer maximum visibility so you can watch your prints come to life, and they make maintenance incredibly easy. They are the undisputed standard for PLA and PETG projects.

Best for advanced materials and shared spaces. A fully enclosed printer traps heat to maintain the stable temperatures required for strong, warp-free engineering parts (like ASA or nylon). As a bonus, it dampens operating noise and keeps curious hands or pets away from hot components.

Best for massive props, zero-waste multi-color art, and complex engineering. If you want to print a full-sized helmet in one piece, or seamlessly print flexible rubber gaskets directly onto hard plastic, you need a large-format machine with multiple independent print heads.
Ready to dive deeper? This free 60-page guide bridges the gap between basic concepts and actual terminology. Learn everything from slicing and infill to extruders and materials so you can print like a pro.
We will send you the e-book and occasional helpful updates about 3D printing and Prusa products.

Hardware is only half the equation. From the software that prepares your files to the physical tools on your desk, here are the digital and physical essentials you will use every single day.
You don't need to know how to use 3D design software. Community hubs like Printables.com have millions of free, high-quality models ready to download—from replacement appliance parts to tabletop dragons.

Before you print, you need a 'slicer' to translate the 3D model into instructions the printer understands. Our free PrusaSlicer comes with perfectly tuned, built-in profiles so you can just select your material and hit slice.

Forget carrying files back and forth on a USB drive. A good network ecosystem lets you send print jobs directly over Wi-Fi, monitor progress from your phone, and manage your printer securely from anywhere.

The plastic you use dictates the quality of your print. Investing in high-quality, precision-made filament (like Prusament) ensures smooth layers, prevents frustrating nozzle clogs, and makes your parts significantly stronger.
Every maker's desk needs a few basics. A good pair of flush cutters (for removing support material), needle-nose pliers, and a set of hex keys will cover almost every daily task and minor maintenance job.

Different materials stick best to different surfaces. Having a mix of Smooth, Textured, or Satin spring steel sheets lets you easily pop off finished prints and gives the bottom of your models a beautiful, professional finish.


Quick, direct answers to the most common questions about choosing, running, and maintaining a 3D printer.
A global community platform for sharing and discovering 3D models. Free to use, filled with inspiration.
Visit Printables