- Čeština
- Español
- Italiano
- Deutsch
- Polski
- Français
- 日本語
Ghosting
- Print Quality Troubleshooting
- Bad looking surface above supports
- Broken supports (SL1/SL1S)
- De-lamination / separated layers (SL1/SL1S)
- Failing supports
- Firmware update failed #10534 (SL1)
- First layer issues
- Ghosting
- How to fix ghosting (MK2/2.5/S and MK3/S):
- How to fix ghosting (MINI):
- General advice:
- Holes in print (SL1/SL1S)
- Layer separation and splitting FDM
- Layer shifting
- Object missing details
- Poor bridging
- Print detached from supports (SL1/SL1S)
- Print doesn't appear / Resin does not solidify
- Prints breaking away from the platform
- Problems with infill
- Removing and object stuck to the bottom of the tank
- Sample G-codes
- Scratches/bubbles on prints (SL1/SL1S)
- Skewed / deformed prints (SL1/SL1S)
- Stringing and oozing
- Temperature sensor failed #10205 (SL1/SL1S)
- The Benchy hull line
- Under-extrusion
- Visible layers (SL1/SL1S)
- Warped layers (SL1/SL1S)
- Warping
- Watertight prints
- Printer troubleshooting
- QR Error codes
- Print Error Messages
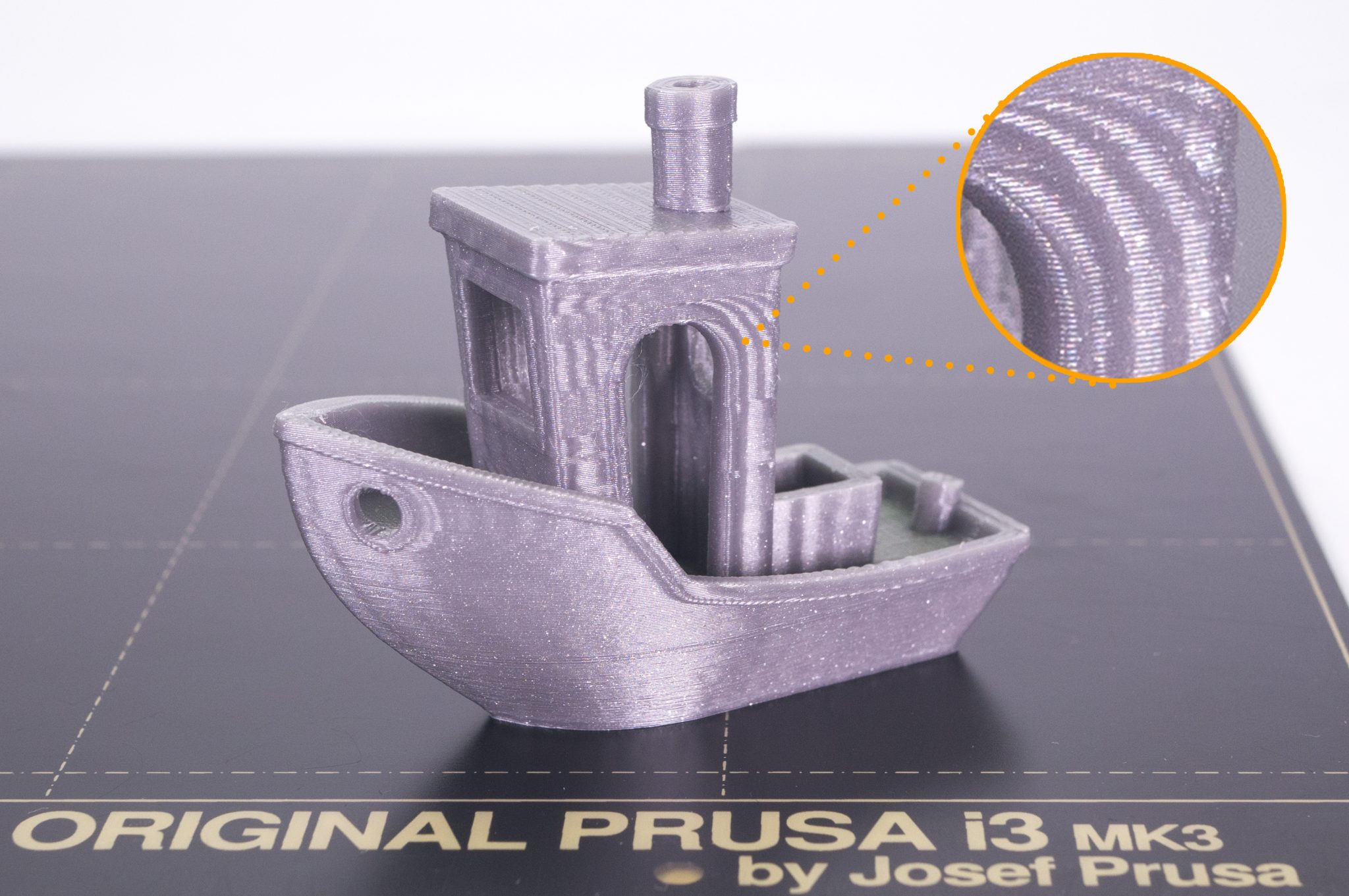
Ghosting can be typically recognized by several waves that follow after a sharp edge of a model. An example can be seen in the photograph of 3DBenchy at the marked spot.
How to fix ghosting (MK2/2.5/S and MK3/S):
Adjust belt tension on X and/or Y axes. It may take a bit of time to find the perfect belt tension. We can offer the following tip: try plucking the belt like a guitar string. You should hear a deep bass tone. A belt that has been tightened more will emit a higher tone. A less tightened belt will result in a lower tone.
You can also check the Belt Status values which can be found in the printer’s LCD menu. Go to Support -> Belt Status and check the measured values. Values between 240 and 300 are fine. These values are updated each time you run the Selftest (LCD menu -> Calibration -> Selftest), or that you run a belt test (LCD menu -> Calibration -> Belt test). A lower value means more belt tension, a higher value means a more loose belt. For more information about how to change the belt tension, check the guide Adjusting belt tension (MK3/MK3S/MK3S+/MK3.5/MK4).
How to fix ghosting (MINI):
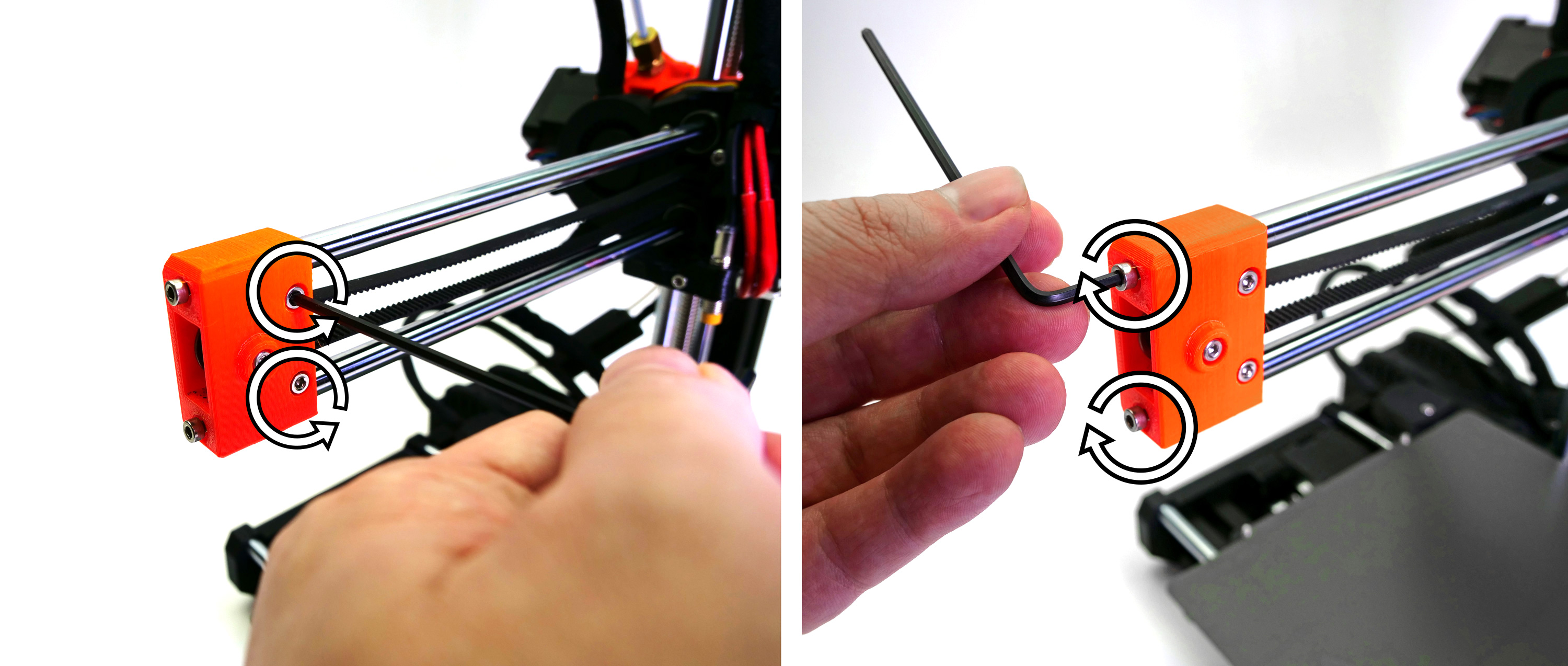
Check the X/Y belts. Make sure that belts are properly tightened. Belts should be tight enough to sound like a low bass note when plucked. If the belts are loose, tighten them first: first, loosen the two screws as depicted below. Then, tighten the two screws at the very end of the X-axis. They go directly against the metal rods, so the more tightened they are, the further you move the plastic part. Once you are done, tighten the first two screws again to fix the part in place. For more information about how to change the belt tension, check the guide Adjusting belt tension (MINI/MINI+).
General advice:
The problem of ghosting can be visible also when belts are properly tightened. Ghosting is caused by vibrations that increase with print speed. To reduce ghosting, try to reduce the printing speed and see if the problem goes away. It’s always better to place the printer on a firm surface.
Comments


Still have questions?
If you have a question about something that isn't covered here, check out our additional resources.
And if that doesn't do the trick, you can send an inquiry to [email protected] or through the button below.